密度1.02 g/cm³
熔体体积流动速率48.0 cm³/10min
吸水率0.010%
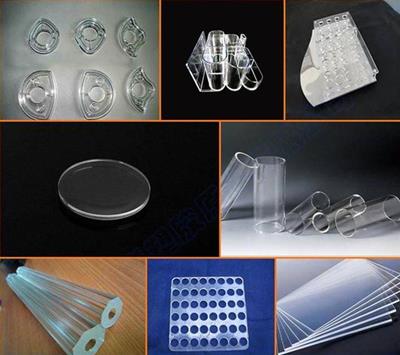
用途镜头
形态粒子
透射率91.4 %
COC是具有环状烯烃结构的非晶性透明共聚高分子物体。 具有与PMMA(聚甲基丙烯酸甲酯、丙烯酸树脂)相匹敌的光学性能以及具有**PC(聚碳酸酯)的耐热性,还由于低吸水性而具有比PMMA和PC更加优良的尺寸稳定性等,在市场上获得了很高的评价。再有,改善水蒸汽气密性,增加刚性、耐热性,能赋予易切割性等优点,作为适合于用作传统材料的改性用材料,它在包装材料领域里的开发活动正在推进之中。 是一种基于的茂金属催化剂技术的和高纯度非晶性环状树脂。在标准要求很严的器械装置和检查诊断器具等领域,作为和高成本的石英玻璃和 PDMS(polydimethylsiloxane)等的替代材料, 具有特性和性价比。欧洲的广大地区正在改用塑料来制作预充器以取代玻璃材料。预充器可改善制造过程中的破损废品率,减轻重量,不会产生金属类溶出物,同时还具有的水蒸气阻隔性(长期保存性)以及不亚于玻璃的高透明性等优良特性,因此是玻璃材料的替代材料。塑料瓶也保持着同样的特性,特别适合需要长期保存的场合
环烯烃共聚物(COC)的是一种非晶态的高分子聚合物,只有几个别制造商生产。COC是一个相对较新级别的聚合物,与聚丙烯和聚乙烯相比。这种材料主要用于要求玻璃般清晰产品,包括镜头,小瓶,显示器和设备。 环烯烃共聚物的自然形态,类似玻璃。典型环烯烃共聚物材料,比高密度聚乙烯和聚丙烯模量较高。由于其化学,模量越高,就越变得脆。环烯烃共聚物也是一个防潮湿的,低吸水率的高透明聚合物。在应用领域,环烯烃共聚物是一个低萃取物纯度高的产品。环烯烃共聚物也是一个无卤素产品。

Zeonex的大特徵是比重小、低吸水率、良好的透明性、低复折射等,特别是折射率受温度及光源波长的影响微,光学零组件所要求的材料物性各有不同的重点,Zeonex所具有的均衡物性,使它能广泛应用在光学零组件,除了在光学零组件的用途以外,Zeonex尚具有含低杂质况且杂质不易被析出的特性,因此可以应用在注射器、医药品容器等医疗器具。Zeonex的高絶缘性与高周波特性,使它适用于高周波同轴连接器或行动电话天线。
COC塑胶材料的用途: 近已经有研究Topas COC在太赫兹波段比常用的高密度聚乙烯具有更低的损耗 ,因此,设计了一种基质材料为Topas COC 的多孔太赫兹纤维。其纤芯中引入亚波长直径的空气孔,包层由大孔径的空气孔组成。对于这种太赫兹纤维,通过调节纤芯中空气孔的结构参数,可以将模场限制在芯中的空气空洞中,减少太赫兹纤维材料吸收对太赫兹能量传输的影响。这种多孔聚合物太赫兹纤维不仅结构简单,易于制备,并且其损耗与色散均很小,有望在未来的太赫兹波导器件中发挥作用。
近年来COC材料由于成本低、种类多、可批量加工以及具有良好的生物相容性等优点,正日益成为微流控芯片的主要材料.目前,成型微流控芯片较为成熟和常用的方法是热压成型嵋.与热压成型相比,注塑成型方法可以制造尺寸、带精细结构的微结构制品,生产效率高,更适合大批量生产,但成型过程复杂,影响因素较多,在较大的温度变化区间对微结构模具型腔及聚合物材料的要求更高,芯片制品质量控制较为困难。前期利用聚甲基丙烯酸甲酯(PMMA)材料进行微流控芯片注塑成型研究结果表明,芯片注塑成型缺陷主要表现在微通道处复制不完全,即在微通道开口两侧出现圆角缺陷。
TOPAS COC材料--聚烯烃塑胶生产技术在日本一直处于的地位,特别是聚合触媒的研发成果更**。该公司在Cyclic Olefin Copolymers(COC)的研发上颇有成效,APEL即是具代表性的商业化产品。APEL是环状烯烃类单体与乙烯或丙烯的共聚合物,其反应方程式如下所示。三井化学公司为了强化光电零组件用透明性塑胶的产品群力量,更取得德国Ticona公司(Celanese的子公司)所生产高透明性COC(商品名称为Topas)在日本的销售权。
耐冲击COC--COC加工成型:COC可用成型、吹塑挤出成型,中空成型,压延成型等多种方式加工。COC易吸湿,因此成型前
一定要严格进行干燥处理,一般是在110度的温度下,对材料干燥4-6小时左右。这样有利于改善制品外观。如果采用注塑成型在对制品冷却阶段要快速冷却,这样有利于增加制品的透明度,但要注易制品开裂现象。COC在注塑成型时,料简后部温度一般为
240度至270度左右中部温一般为250至310度之间刺篇后部温度为260度至310度左右。注嘴温度在250度至310
之间。模具温度应为110至145度左右,COC理想加工温度一般在260度至310之间。注塑压力在50MPa至110MPa。速度一般选中等偏快。保压压力一般在30到60MPa之间。COC挤出成型时选用单螺杆机,若用双螺杆机一定要保证有足够的压力和加热。特别是大件制品,若温度太低,压力不足,COC大件制品易开裂。
http://xdsjyl.cn.b2b168.com

















